All
Auto Conveying

Belt conveyor
The belt conveyor is a conveying device with belt as the carrier, which…
Modular Conveyor
The modular conveyor is made of new high-strength materials in modular assemblies with…

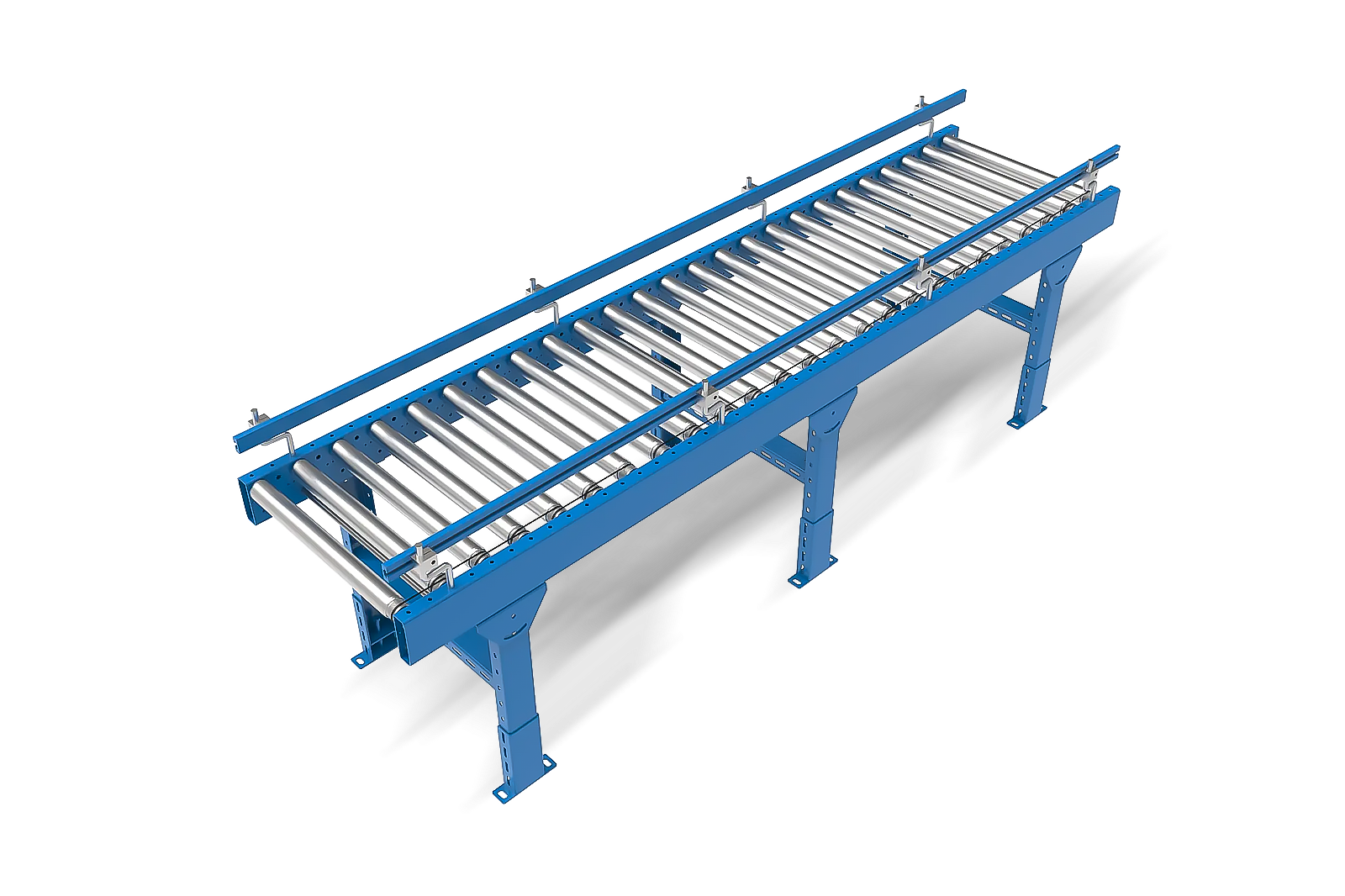
Pallet Roller Conveyor
It is very versatile equipment, suitable for standard pallet conveying. It is widely…
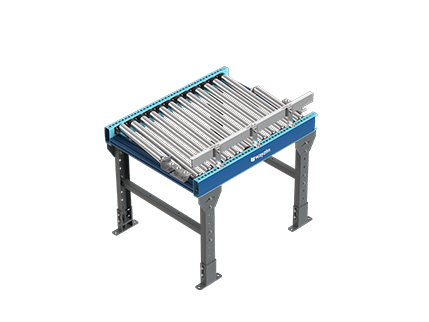
Tote Roller Conveyor
It adopts drum motor conveying method to provide conveying and zero pressure
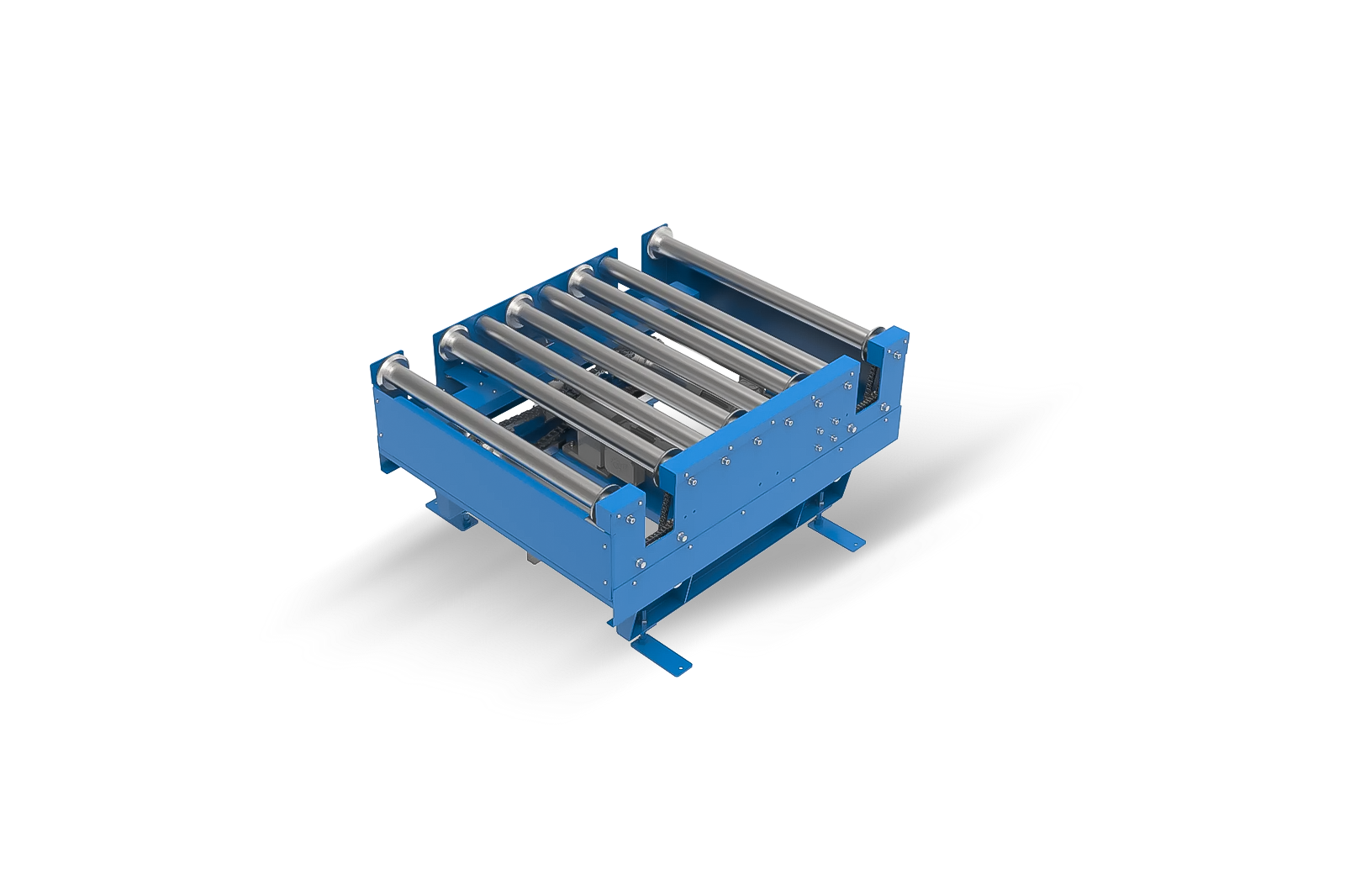
Pop-up Sorter
The pop-up sorter is a commonly used conveying equipment in the automated logistics

Chain conveyor
It is a common conveying equipment in the automated logistics system. Taking the…
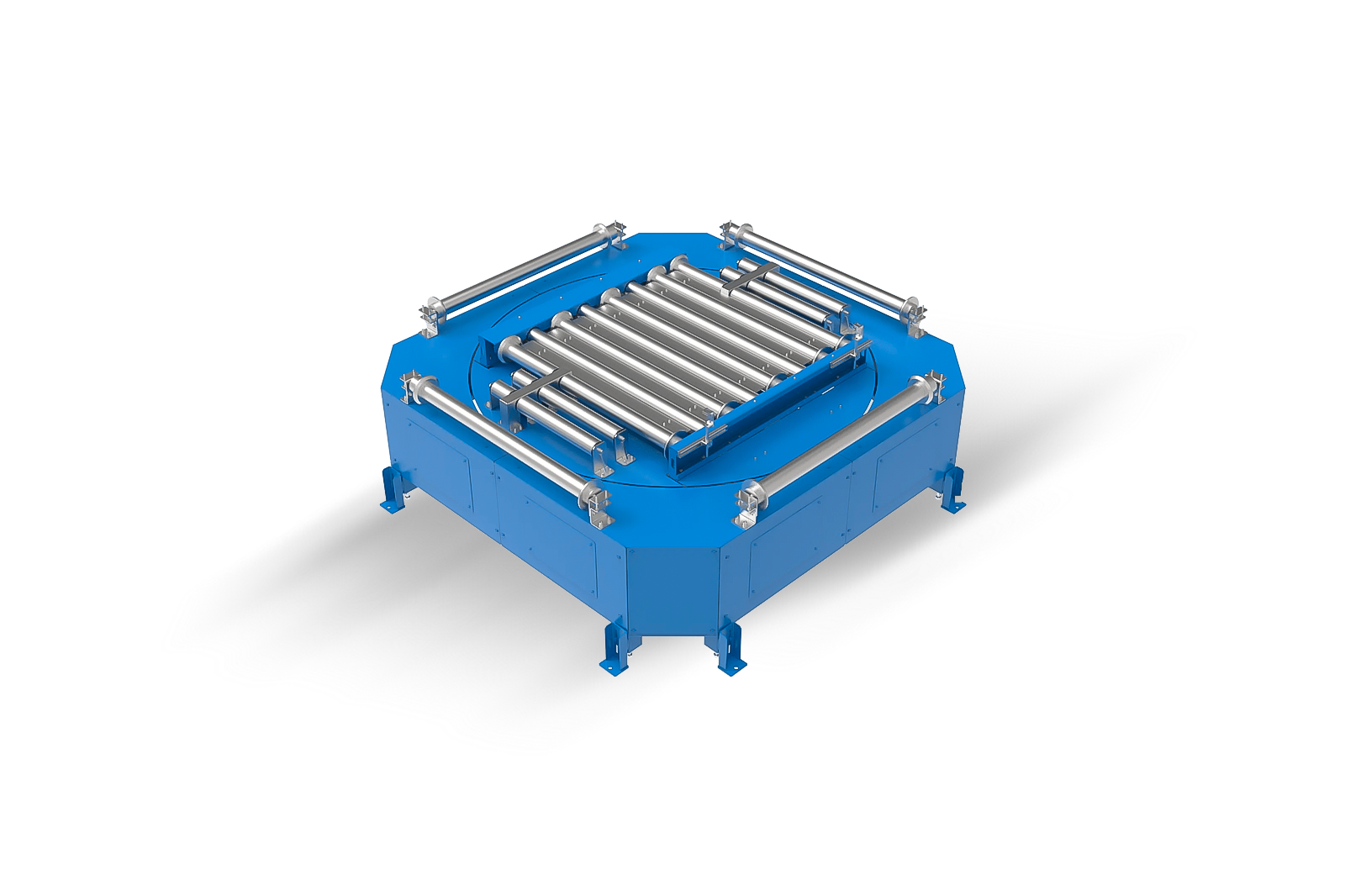
Turntable
The turntable is a combination of upper conveying component and lower rotating

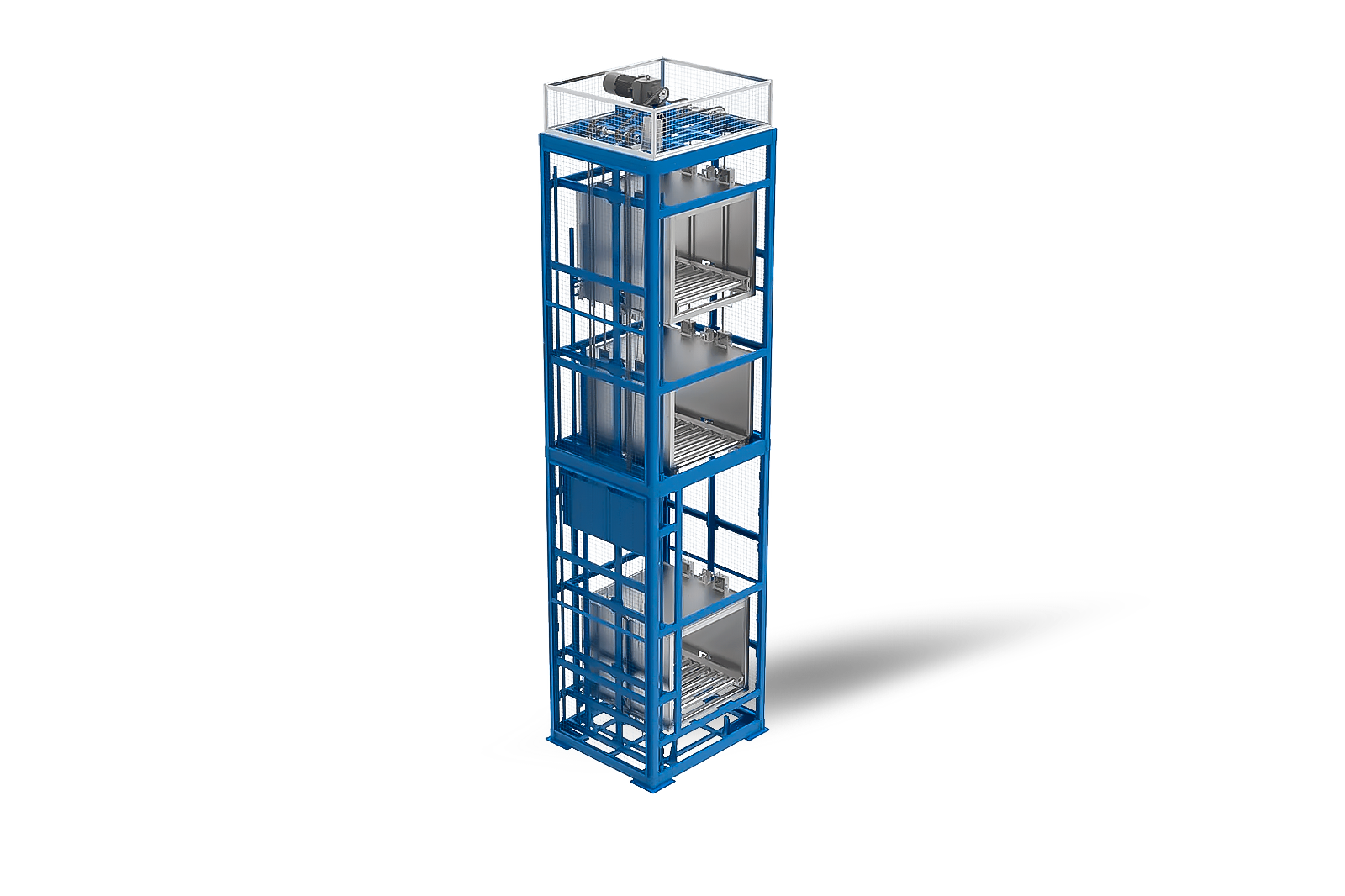
Continuous Vertical Conveyor
The continuous vertical conveyor is mainly used in stereo vertical conveying systems
Manual Forklift
It completes the conveying of materials between the ground and surface of a…
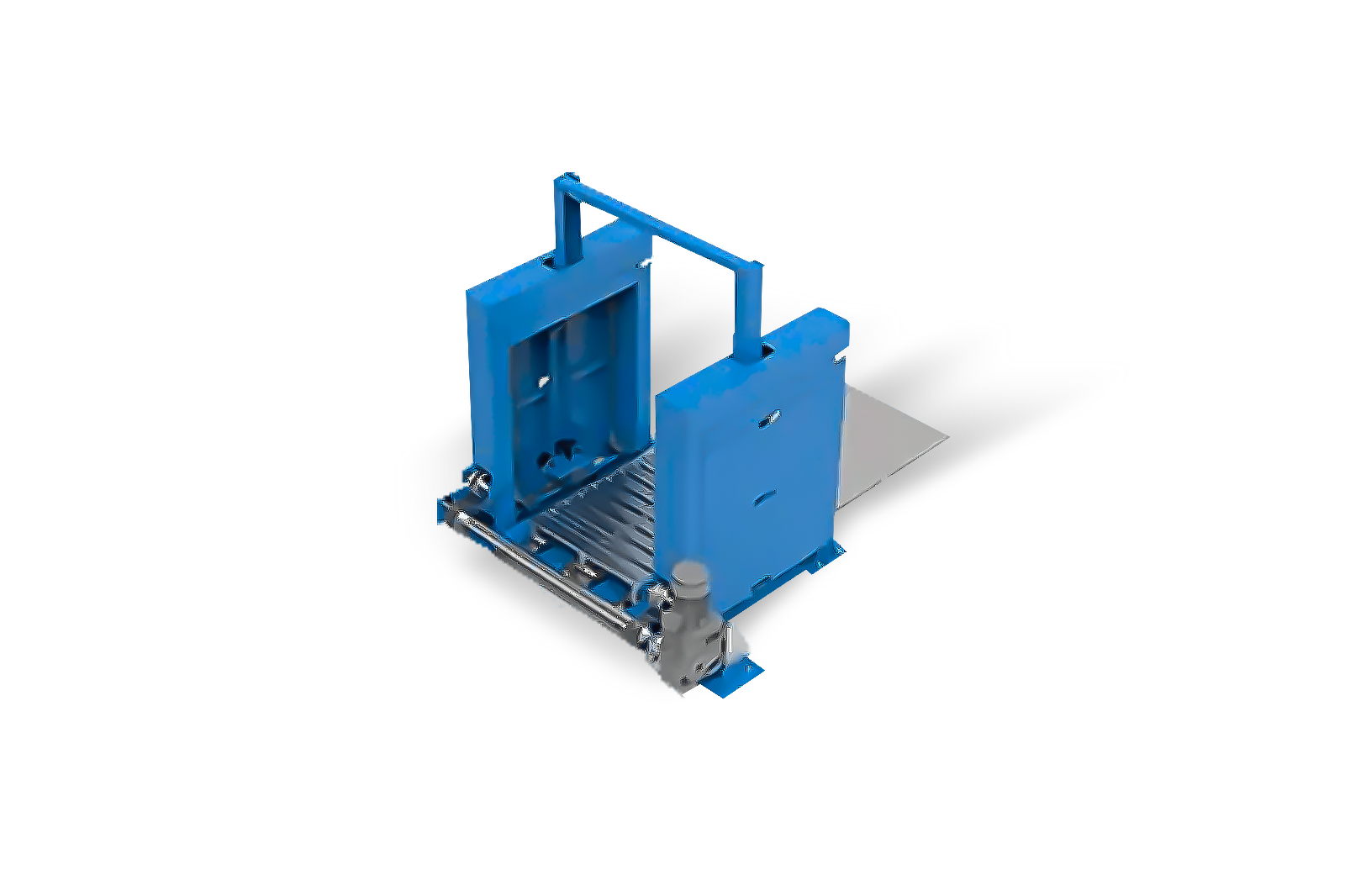
Reciprocating Vertical Conveyor
It can carry materials and reciprocate on each conveying layer according to the
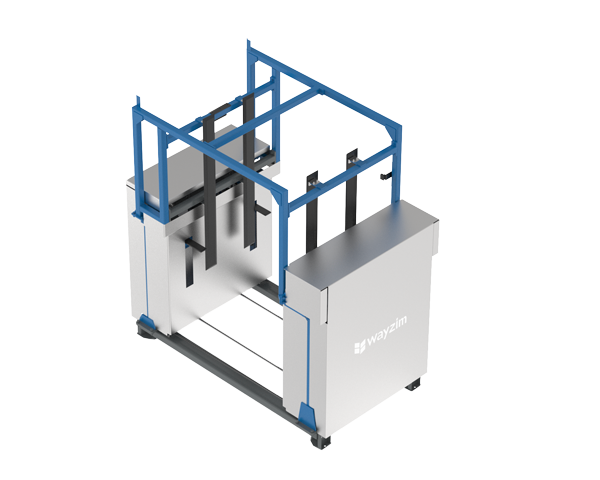
Unstacker/Stacker
Empty pallet stacking with reasonable layout
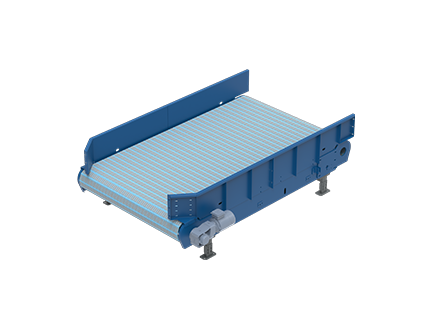
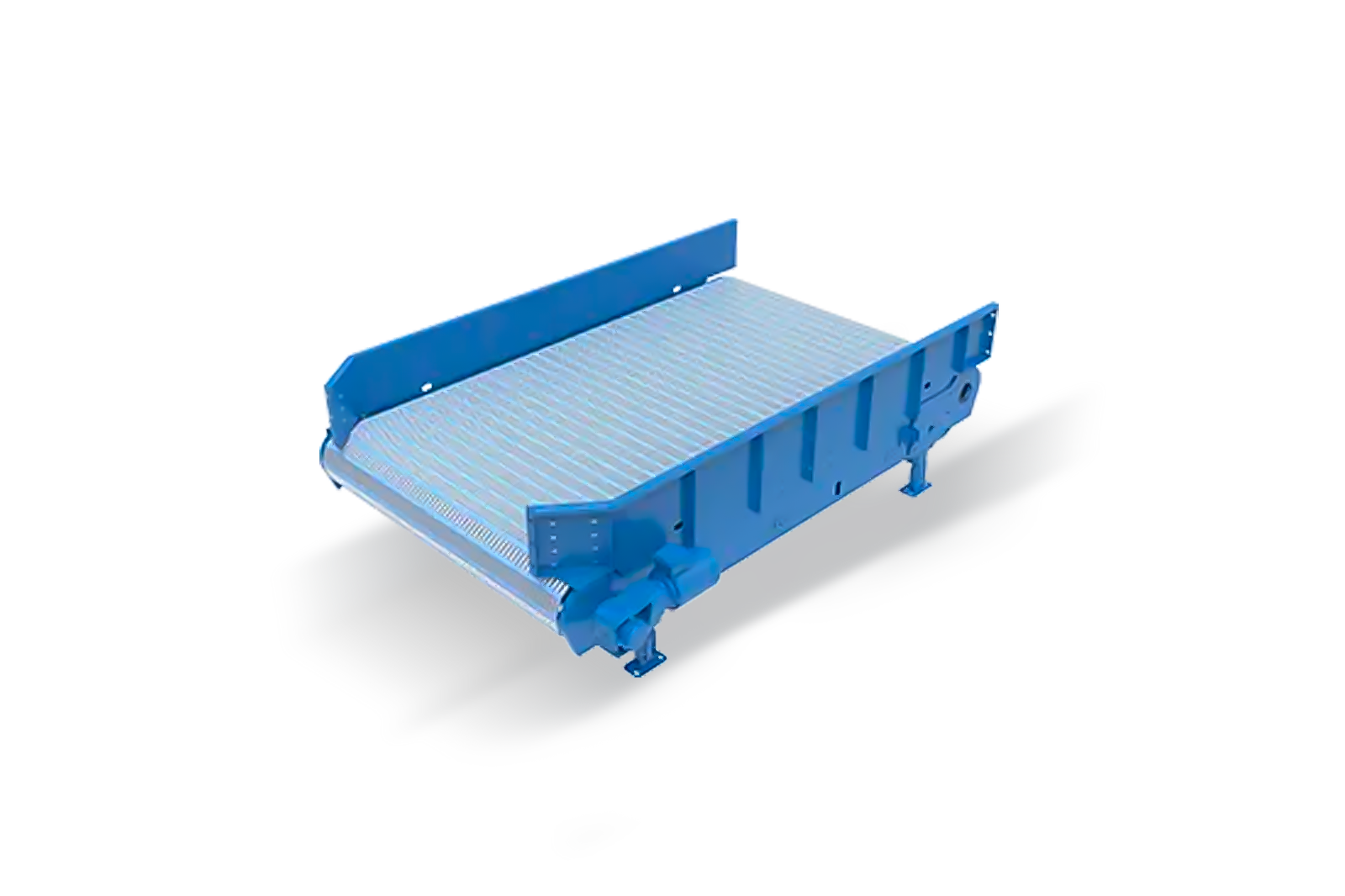
Modular Belt Conveyor
More weight-bearing conveying equipment with high throughput

Divert Roller Conveyor
Line Laser Stereo Camera - Lean measurement - high end imaging solution
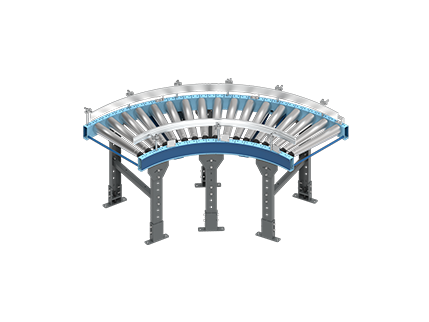
Curve Roller Conveyor
The modular conveyor is made of new high-strength materials in modular assemblies with…
Edge Roller Conveyor
The Edge Roller Conveyor adopts a modular and standardized design and conveys materials…
